Eliminate workholding distortion and improve machining accuracy with our high-performance vacuum systems. Choose your ideal solution below—from ultra-thin materials to high-volume routing

Available in high-grade aluminum or solid steel configurations, this premium workholding system utilizes a precision-milled grid layout (available in 12.5mm or 25mm spacing) combined with a high-durability rubber gasket.
By easily tracing and sealing irregular or custom part shapes along the grid channels, it provides massive, uniform downward clamping force without distorting the workpiece.
• Best For: Standard or irregular shaped non-magnetic parts.
• Configurations: Available in both rectangular tables for standard milling centers and circular rotary models for lathes.
• Material Compatibility: Aluminum, brass, copper, plastics, and composites.

Built with a specialized sintered porous aluminum top plate, this configuration is engineered for absolute high-precision machining. By distributing the vacuum force uniformly across microscopic pores rather than channels, it allows you to secure incredibly thin or delicate elements without causing any bowing or surface dimpling.
• Best For: Ultra-thin materials, delicate foils, and micro-machining.
• Thickness Range: Perfect for workpieces below 0.5 mm thick. •
Material Compatibility: Glass, ceramics, plastics, and delicate metallic foils.

Our team has specified vacuum workholding solutions for countless installations. Tell us about your part material, size, and machine — we will recommend the right system in one conversation
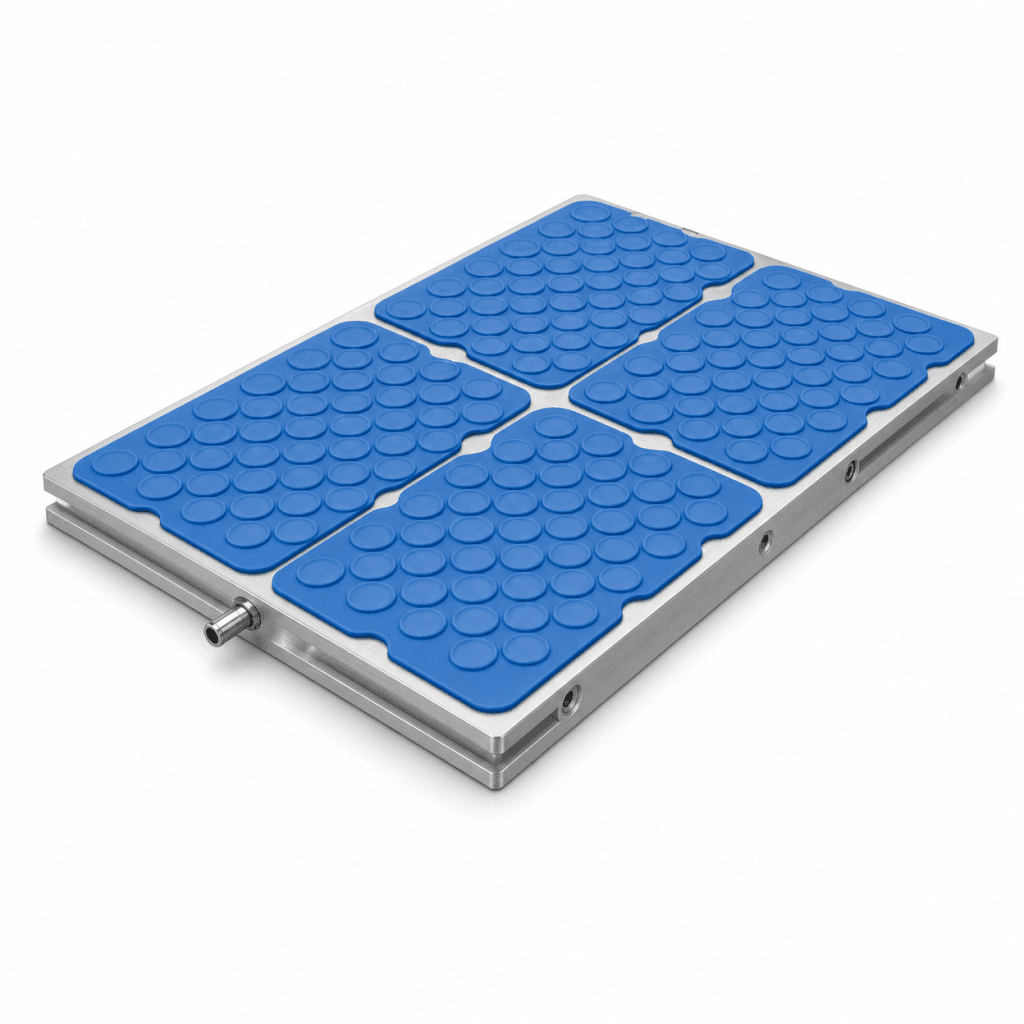
GET A QUOTEManufactured from premium, high-grade aluminum and designed to utilize high-friction sacrificial rubber suction mats, this system offers unmatched production flexibility for automated manufacturing lines.
The specialized layout allows your CNC tooling to perform complete through-cutting on thin sheets without risking any structural or cosmetic damage to the underlying chuck surface.
• Best For: High-volume routing, through-cutting, and sheet fabrication.
• Key Benefit: Extends equipment life by protecting the primary vacuum table from tool path damage.
• Material Compatibility: Aluminum plates, sheet steels, composites, and thick plastics.
Engineered specifically for rotary tables, turning centers, and CNC lathes, this system brings high-precision grid-and-gasket workholding to circular machining applications.
By utilizing a concentric or radial grid channel layout combined with an O-ring gasket, it allows operators to quickly center and seal round workpieces, providing total top-face tool access without jaw clamp interference.
• Best For: Precision turning, facing, and rotary milling of non-magnetic round stock.
• Design: Concentric or radial grid channels optimized for circular parts.
• Material Compatibility: Aluminum blanks, brass rings, large discs, and thick plastics.

Grid & Gasket (VRS): Best for standard or irregular-shaped parts where you need high clamping force and flexibility.
Porous Metal (VMS): Recommended for ultra-thin (under 0.5mm) or delicate materials where uniform suction is required to prevent deformation.
Rubber Mat (VMT): Ideal for high-volume through-cutting and protecting your main machine bed from tool damage.
Yes, our Circular Grid Type (VRFP) is specifically engineered for turning centers, rotary tables, and lathes, providing reliable workholding for round workpieces without the need for traditional jaw clamps.
Our Porous Metal (VMS) systems are specifically designed to eliminate distortion. Unlike channel-based chucks that pull vacuum through concentrated points, porous plates distribute force evenly across the entire surface, making them perfect for micro-machining and thin materials.
Yes, if you use our Rubber Mat (VMT) series. These mats are sacrificial and designed for high-volume routing or through-cutting, providing a high-friction surface that keeps your parts secure while allowing for full-depth cuts.
Our chucks are compatible with a wide range of non-magnetic materials, including aluminum, brass, copper, rubber, plastics, composites, glass, and ceramics.